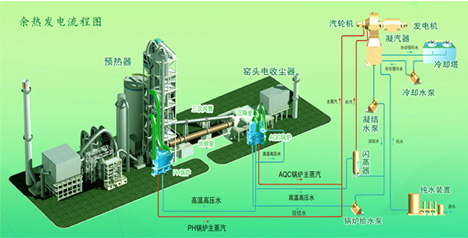
余热发电锅炉用浇注料解决方案
锅炉是利用高温余热烟气,一般锅炉立式布置,由锅筒、省煤器、蒸发器、过热器、加热段烟道、进口段烟道、出段烟道、烟道的各种支座和吊架、人孔、微差压取压装置等组成。
余热锅炉共可分为多个循环回路,每个循环回路由下降管和上升管组成,给水经省煤器进入锅筒,从锅筒通过下降管引入到烟道的各个下集箱后进入各受热面,水通过受热面产生的蒸汽进入集箱后再进入锅筒。
根据产汽过程的三个阶段在结构上对应三个受热面,即省煤器、蒸发器和过热器,当系统有再热蒸汽时,则可加设再热器。
3、余热发电锅炉高温解决方案
点火风道
1. 建议采用性能优良的刚玉莫来石浇注料,该材料能够明显提升耐火度、强度和热振稳定性施工时采用分块浇注,按照600×800mm的间距跳跃施工,膨胀缝采用两层陶纤纸填充。采用高含量硅酸铝制成的陶瓷模块,紧固件采用自带锁。
2. 金属膨胀节处优化设计将40mm陶瓷纤维毡作背衬贴于护板上,防止运行超温现象,中间加上100mm保温浇注料增加保温效果,向火面60mm耐火可塑料,使用温度1500~1700度,大大抵抗因斜线吹燃而引起膨胀节超高温度,膨胀缝处的可塑料施工成导流坡形状,防止烟气传于膨胀节将蒙皮烧坏。
3. 点火风道施工技术要点
①所有耐火层中的金属件上应涂刷一层厚约62mm的沥青
②重质浇注料施工时,应在耐火层中沿长度及圆周方向每隔600mm左右设置一道膨胀缝澎胀缝宽3mm(预留膨胀缝时,在缝中塞入两层δ2mm的陶瓷纤维毡即可)
③对于各相交处金属固定件较薄弱区域,现场可在错固件之间搭接钢筋网(但不得影响膨胀节),Φ6耐热钢筋,材质1Cr18N9Ti,网眼尺寸约100×100mm,钢筋表面2mm沥青漆
④陶瓷纤維模块与钢板壁面之间应敷设一层δ25mm陶瓷纤维毯,模块之间按囱纸要求设置缝宽15mm的分隔带,缝中填实δ20mm的陶瓷纤维毯;
⑧在绝热浇注料和保温浇注料之间应涂刷防水材料,以防水的渗透。
水冷风室
1顶棚改用微膨胀抗热震耐火可塑料施工,顶部和角部采用100×100mm的不锈钢筋网格加强,,材质为1cr18N9T,以确保耐磨可塑料牢固固定。水冷管束合理留设膨胀缝。
2由于该部位管道全部为管道且还有管道间连接,所以该部位也要分块施工,施工块为600*800mm间距,遇见管道焊接处要错开布置,避免管道腐蚀。
2水冷风室施工技术要点
①在密封钢板处耐磨层中,每隔600mm左右留4mm宽膨胀缝,预留膨胀缝后在缝中塞入两层63mm的硅酸铝耐火纤维毡即可
②耐火浇注料施工时必须立模浇注施工,不得手工涂抹(由于厚度薄,面积大,生产材料应具备足够的自流平性能,包含适量的硅微分和分散剂大有必要
炉膛下部密相区
⑧炉膛布风板和台阶采用刚玉莫来石耐磨浇注料,浇注料进行孔化处理,布风板施工从较高一角向对角沿布风板交接面双向进行展布。密相区、悬吊屏采用刚玉莫来石可塑料。
④开口区域(包括炉膛出口、二次风口、给煤口、返料器口等)采用耐磨性能更好的刚玉耐黁可塑料,二次风口和给煤口等孔洞还可以用刚玉预制件加不锈钢约束件。密封盒里采用耐磨浇注料和保温浇注料分层浇筑。大面积施工时按照600×800mm大小分块施工。
⑧施工中的间距留设膨胀缝,内部填压陶瓷纤维纸。返料孔施工前在返料阌至炉膛周围的膜式壁扃钢上或密封盒内再増焊一些Y型抓钉并编制Φ6、1Cr18NTi、100×100mm钢筋网格,钢筋网要拉到炉膛内并制作成90°拐角,以增强对这些开孔区周边耐磨浇注料的固定
⑥给煤口(如右图)钢筋网布置时,网眼尺寸100×100mm。回料口是整个炉膛的开孔部位,除补焊抓钉和接长销钉外,还应布置一定的钢筋网,网眼尺寸不得大于100×100mm,并在钢筋网上补焊50mm~70mm长的“”型抓钉。耐磨浇注料浇注时建议材料中加入2%耐热不锈钢纤維,增强材料的牵引力
⑦返料口下沿的形状及尺寸必须充分保证,与返料腿的拐角必须联体(见下图),施工前需要检查给煤管安装是否标准,如果存在偏差必须消缺,否则今后运行过程中容易局部磨损而爆管,检查方式用直木条靠住给煤管后和水冷管之间间隙在50mm以上。
3返料与炉膛交汇区域周围至少300mm区域留出,该区域独立整体式施工,膜式壁扁钢上及密封盒再增焊一些Y型抓钉和钢筋网,钢筋网应从斜管内部延伸到炉膛内部至少200mm,以增强该部位整体性能,防止耐火浇注料和钢板之间出现断裂。模板单独支护,强度应满足要求,顶部区域形成圆弧过渡,防止应力集中,形成大位错,使裂纹生长过快形成脱落。
4炉膛四角由密相区耐火材料终止处至标高20米区域敷设耐磨可塑料,管壁内侧敷设,不得凸出管壁,并和管壁形成平滑过渡。在竖直方向每隔一米留设5mm膨胀缝5.炉膛四角防磨工艺:锅炉四个角全部包敷,以防止水冷壁磨损。炉膛四角由密相区上沿至炉顶区域敷设耐磨料,拟采用鳍片上补焊爪钉,敷设单层耐磨料。四角水冷壁优化施工敷设刚玉莫来石碳化硅质耐磨修补料,不用留设施工缝。可以采用包覆跟管束,耐磨层厚度为50~55mm。
6抓钉布置:抓钉采用Φ6mm圆钢制作,材质为c25N20。抓钉布置在鳍片,销钉采用立式略倾斜布置,每个销钉的间距为100mm,与管束保持一定尺寸,以便平滑过渡。
7.炉膛布风板施工技术要点
①排渣口两侧导向冋风管与浇注料现场浇注管口连接时,要保证导向风帽内气流通畅,不得有杂物或堵塞导向风口
②排渣口浇注时,可预先编制钢筋网进行错固,网眼尺寸为100×100mm,钢筋表面刷2mm沥青漆
⑧部位的施工应安排在炉膛上部所有部位完工后进行。施工前应清理底板赃物,并用胶布将风帽导管将埋入可塑料的部分和风嘴包扎好,坚决不允许可塑料堵塞风口。严格按设计要求保证浇注料表面与风嘴中心线的距离,以免影响床料的硫化。
8炉膛密相区膜式水冷壁施工技术要点
①大开孔区(如落煤口、双面水冷壁连通口及回料口等)的上半周,应合理设置径向导向影胀缝,以充分吸收集中应力,保证耐火材料不脱离
②大开孔区(如落煤口、双面水冷壁连通口及回料口等)往往是让管集中区,水冷壁管上经常没焊销钉,耐火材料(隐蔽工程)脱落,因此必须补焊销钉(专业焊接),或补加扁钢抓钉以上,所以耐火材料的脱落都是抓钉膨胀所造成的应考虑抓钉使用塑胶套管经过高温融化后所留下的间隙来保证抓钉的影胀.四、炉膛出口区域(包括屏过)
1.先检査屏过销钉是否有脱落并增补。特别是屏过下端及其弯管与前水冷壁合金喷焊处,均应增焊Ⅴ型爪钉。在屏过端部补焊U型爪钉,并以适度间断的耐热钢筋相连,用刚玉莫来石浇注料施工。在管道底部300-500mm区域浇筑耐磨浇注料,其余部位使用耐磨可塑料耐磨浇注料及耐黁可塑料均要填充密实,双面同时进行浇注
2水冷屏和过热屏穿墙处应用陶瓷纤维纸包裹或沥青涂刷管道,然后用可塑料填充空隙并捣密实,密封盒内浇灌耐火浇注料,上盖用硅酸铝耐火纤维棉填充密实。
3影胀缝斜向留设
4保证屏过端头流线型轮廓,其根部与前水冷壁喷焊区圆滑过渡,上部截止线与光管处防炉膛耐火材料截止线的圆滑处理模式,在这些部位补焊销钉及小V型爪钉,并采用刚玉可塑料施
5沿膨胀节方环设置斜凸倒流坡,以减免热态下因炉膛出口中心线与分离器进口中心线因偏离严重造成的靶区过渡黁损,尽可能保护膨胀节不受损害.6炉顶施工时需添加增塑剂,预防出现空洞和离鼓现象。
7屏过及屏再施工技术要点
①搭好脚手架以后检查屏过及屏再销钉的布置情况,底部采用∪型耐热钢筋与销钉相连,斜底以下采用耐黁浇注料浇注施工,上部截至线及前墙礞至线附近区域采用耐黁可塑料捣打施工,并按要求打成斜坡或斜面,呈“齿带状”。②穿前墙密封盒及穿顶棚密封采用耐火浇注料浇筑施工,密封盒外层钢板。
)